Innovation meets craftsmanship
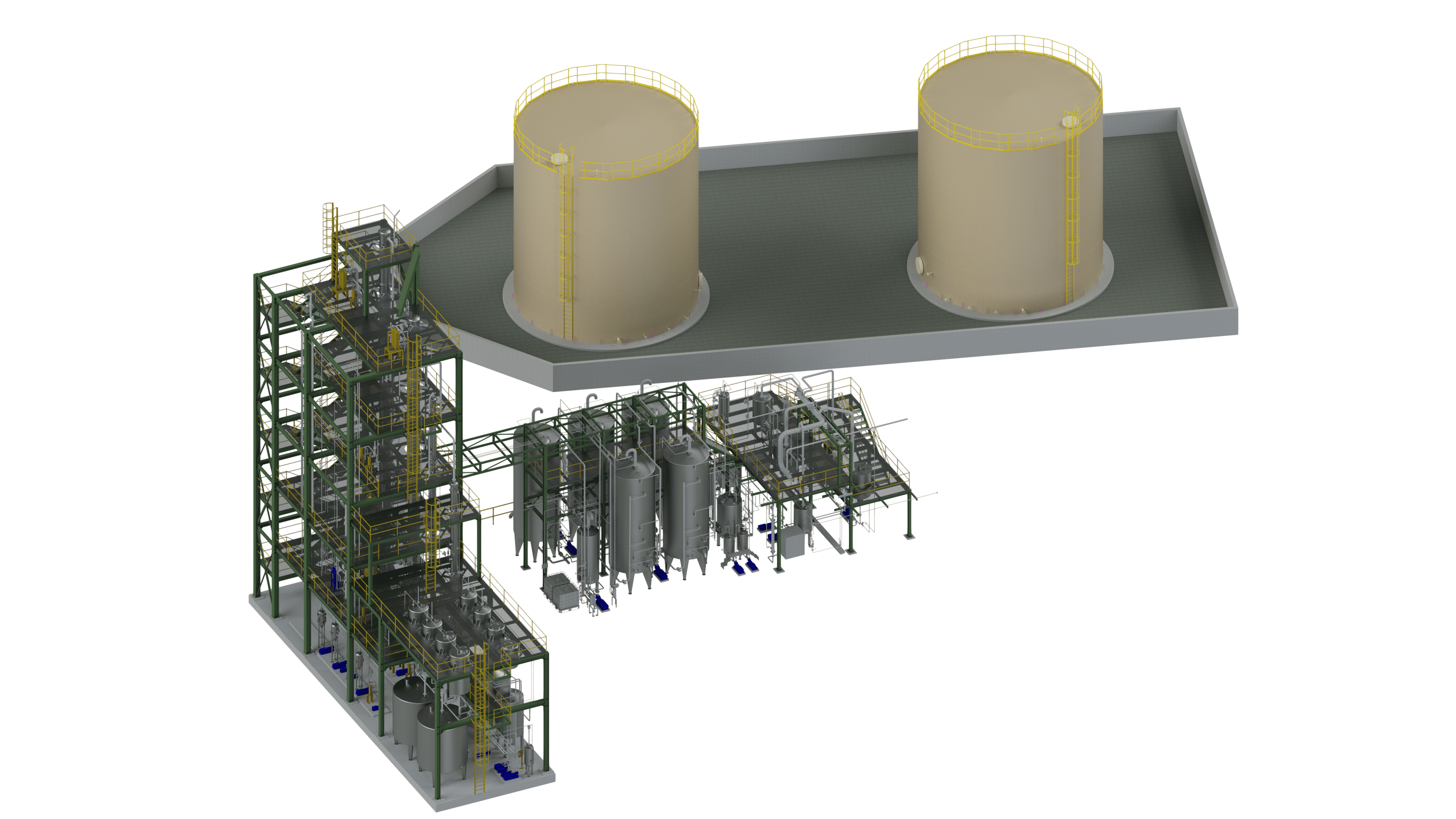
The new plant combines state-of-the-art process technology with more than half a century of experience in producing high-quality alcoholic beverages. Through extensive automation, precise process control, and energy-efficient systems, we achieve an even higher level of consistency, quality, and efficiency while preserving the character and authenticity of our products. The investment also marks a significant expansion of our production capabilities. In addition to premium rum, SAB can produce its well-known neutral alcohol for pharmaceutical applications. The technology also offers the flexibility to develop and produce different rum styles, as well as other premium distilled spirits such as gin, vodka, and whiskey.